
Equips i tecnologies per a arrebossat mecanitzat de parets, avantatges i contres
Revestiment de parets, independentment de si es realitza a l'interior o a la façana d'un edifici, realitza diverses funcions. Els principals són anivellar la superfície i augmentar l’aïllament tèrmic. Aquesta etapa obligatòria és una de les que requereix més temps i consumeix molt de temps. Per tant, es presta molta atenció als problemes de la seva mecanització. En aquest article es consideraran els principals dispositius d’enguixat mecanitzat de parets, els avantatges i els inconvenients de la mecanització del procés, la tecnologia de l’aplicació. I també es proporciona una breu visió general dels fabricants més populars i dels seus productes.

Aquestes són les estacions de guix que s’utilitzen en la construcció massiva. Model ШС-4/6 fabricat per la planta Remstroydormash
FOTO: remstroy.info
El contingut de l'article
Què és enguixat de paret mecanitzat
Quan s’apliquen manualment mescles de guix a la superfície de treball, el guixador proporciona la pressió necessària per a l’adherència entre l’acabat i la paret. Amb un mètode d’aplicació mecanitzat (màquina), el morter de guix es subministra a la pressió necessària per a una distribució uniforme sobre la superfície amb la creació de l’adhesió necessària.
La majoria de dispositius d’enguixat de màquines utilitzen un mètode d’alimentació pneumàtica, però hi ha models basats en un mètode d’aplicació mecànic.

Escaiola robot aplicant la barreja de treball mecànicament
FOTO: i.ytimg.com
Important! Per al guix mecanitzat, només s’utilitzen mescles especials de construcció en sec. L’ús d’enguixos ordinaris o fets a casa no només no donarà el resultat esperat, sinó que també pot provocar danys en equips cars.
Avantatges i inconvenients de l’enguixat de paret mecanitzat
Hi ha diverses tecnologies per al mètode mecànic d’aplicació del guix.El seu principi de funcionament, el grau de mecanització, l’automatització dels processos de mescla i el control de la quantitat d’aigua difereixen significativament els uns dels altres. No obstant això, hi ha avantatges i desavantatges comuns per a aquests dispositius.
- Alta velocitat d’acabat de les obres, independentment del tipus de superfície a tractar. Depenent del tipus de guix (ciment o guix), l'avantatge respecte a l'aplicació manual és de 4 a 7 vegades.
- Augmentat adhesió... La força d’expulsió de la mescla d’acabat proporcionada per les estacions de guix és superior a l’esforç aplicat per la majoria dels mestres guixers. A més, és el mateix durant tot el flux de treball. Això proporciona una millor adherència a l'acabat de la superfície del substrat.
- Sense esquerdes en sec. Sota totes les condicions d’aplicació, la barreja de guix es pressiona contra la base amb la mateixa força sobre tota la zona tractada. A més, la velocitat de l’aplicació permet treballar grans àrees sense interrupcions, sense unir les àrees tractades amb les ja assecades. A causa de la diferència en el transcurs del procés de deshidratació, és en aquests llocs on es formen esquerdes.
- Estalvi en consumibles. Aquesta afirmació és força controvertida. Per regla general, els fabricants de dispositius de mecanització de guix afirmen que el seu equip proporciona una reducció del consum de materials d’acabat en comparació amb l’aplicació manual. Tanmateix, amb una elecció incorrecta del mode de guix i la viscositat de la solució, una part important de l’acabat començarà a funcionar, rebotant contra la paret. Per analogia amb les proves dels fabricants, es pot argumentar que els mestres guixaires poden utilitzar tota la barreja d’acabat sense deixar rastre, cosa que, al seu torn, els proporciona un avantatge en l’estalvi de morter respecte a les estacions de guix. Per tant, la declaració sobre l’estalvi de consumibles sembla ser només una estratègia de màrqueting.
- Estalvi total en costos d’acabat. Depèn directament del volum de treball realitzat. D’una banda, les mescles de guix ja preparades per a l’aplicació a màquina són una mica més costoses que les seves contraparts manuals. A més, cal tenir en compte els costos del lloguer d’electricitat i equips o la contractació d’especialistes altament qualificats amb instal·lacions pròpies, els serveis dels quals, per descomptat, són més cars. D'altra banda, alta velocitat d'execució del treball. A més, quan s’utilitza guix manual, és necessari implicar un nombre molt més gran de treballadors.
- Versatilitat. Les estacions de guix es poden utilitzar per a la barreja automàtica d’altres materials d’acabat o per a l’abocament de soleres de ciment-sorra.

Estació de guix versus guixera
FOTO: i.ytimg.com, profosnova.ru
També hi ha una sèrie de mancances força importants.
- Volatilitat. L'estació de guix i altres mitjans de mecanització requereixen electricitat per funcionar. Per tant, en llocs remots que no estiguin connectats a sistemes d’alimentació elèctrica, el seu funcionament requerirà un generador dièsel addicional.
- Alt cost de l’equip. Es tracta d’estacions de guix d’alta tecnologia. Els mitjans de mecanització més senzills, com ara un cub de tremuja, són molt més econòmics. Però la seva productivitat no és molt superior a la d’un mestre guixer.
- Qualificació del personal. Es necessita certa experiència per treballar amb equips complexos. A més, necessita un manteniment i una neteja exhaustiva cada vegada després de la feina.
Article relacionat:
Com enguixar les parets amb les seves pròpies mans per a un principiant: vídeo i funcions d'aplicació a diverses superfícies, instruccions fotogràfiques pas a pas, consumibles i eines.
Varietats d’aparells per arrebossar mecànic
Avui als artesans s’ofereix una àmplia gamma d’equips per a l’aplicació a màquina de materials d’acabat. Pot ser una eina manual amb un grau mínim de mecanització (una galleda de tremuja, d’una altra manera una pala pneumàtica o una pistola pneumàtica) o estacions de guix automatitzades.Considerem cadascuna de les varietats d’aquests dispositius amb més detall.

Estació de guix Grand 4
FOTO: prostanki.com
Tremuja (pneumòpata)
La galleda de la tremuja consisteix en un recipient (3-5 l) a la part inferior del qual hi ha 4 forats pels quals es ven la barreja de guix. A l'interior del cub, oposats a aquests forats hi ha broquets d'aire. El paquet inclou un mànec telescòpic amb mànec de control d’aire comprimit. La mànega i el compressor es venen per separat. El compressor ha de tenir una capacitat de 35-45 m³ / hi una pressió de 4-6 atmosferes.

Cubeta de tremuja, cal un compressor per utilitzar-lo
FOTO: encrypted-tbn0.gstatic.com
El procés d’enguixat és senzill i no requereix una formació prèvia extensa. El morter de guix premesclat s’obté amb un cullerot. La tremuja es porta a la paret a una distància de 10 a 15 cm i, després, s'encén el subministrament d'aire comprimit.
Avantatges:
- facilitat d'ús;
- cost assequible.
Desavantatges:
- cal adquirir equip addicional;
- força grans pèrdues de la barreja de guix.
Tecnologia de la tremuja: vídeo
Pistola pneumàtica (pistola de cartutx)
Consisteix en un broquet en una empunyadura de pistola, a la part superior del qual s’adjunta un contenidor de metall o plàstic (fins a 9 litres) per guix. El principi de funcionament és el mateix que el de la tremuja. Disposa de broquets reemplaçables per al broquet (diàmetre 3-8 mm), que permet l'ús de mescles d'acabat de diverses consistències. Es pot utilitzar no només per a arrebossats rugosos, sinó també per a acabats decoratius o per aplicar esprai amb textura.

Pistola de cartutx per aplicar textures WESTER KP-10
FOTO: cdnmedia.220-volt.ru
Avantatges:
- facilitat d'ús;
- cost assequible.
Desavantatges:
- cal adquirir equip addicional;
- velocitat d’acabat relativament baixa.
Estacions de guix
Tenen un disseny força complex. Els elements principals són:
- tremuja per a matèries primeres (guix sec);
- recipient per barrejar i emmagatzemar la barreja barrejada;
- sistema d'alimentació primària de barrina;
- compressor;
- Bloc de control.
Disseny principal de l'estació de guix
FOTO: stroiformat.com
Segons les recomanacions dels fabricants, és racional utilitzar aquest equipament en habitacions amb una superfície mínima de 30 m². Immediatament després d’acabar els treballs, tots els contenidors i mànegues per subministrar la mescla acabada s’han de rentar a fons amb aigua neta. Per regla general, hi ha modes de neteja especials, de manera que aquest procediment no és massa complicat i tediós.
Avantatges:
- alta velocitat de guix;
- automatització de processos de pastat;
- processament d'alta qualitat de la base.
Desavantatges:
- preu elevat;
- cal una qualificació adequada.
Escaiola de robots
Es tracta d’una instal·lació per aplicar mescles de guix a parets verticals planes. La part distribuïdora del dispositiu es mou al llarg de guies fixes al terra i al sostre de l'habitació. El robot ha de barrejar el guix per separat, però podeu utilitzar les mescles habituals per a l’aplicació manual. Productivitat de la instal·lació fins a 80 m² / hora. El guix robot no es pot utilitzar per decorar habitacions superiors a 7 m, escales i façanes.

Escaiola de robots, model RoboPlaster-1000, però en termes de funcionalitat, és més aviat un dispositiu semiautomàtic
FOTO: stroiformat.com
Avantatges:
- gran actuació;
- la qualitat dels acabats no depèn de la professionalitat del personal;
- pot utilitzar mescles de guix convencionals.
Desavantatges:
- cost molt elevat;
- no es pot utilitzar per acabar els sostres, les escales i les façanes.
El procés de funcionament d’una instal·lació robòtica per enguixar es pot veure al vídeo:
Les màquines de disc per arrebossar s’utilitzen per anivellar parets i sostres arrebossats amb acabats manuals i mecanitzats. L’escuma o aglomerat s’utilitza com a paletes.

Arrebossat Rokamat Nautilo
FOTO: vbt.by
El broquet de treball es connecta a l’acció motriu mitjançant un eix flexible. D’aquesta manera es redueixen les vibracions, cosa que facilita encara més el procés de rejuntat. L’accionament de potència és un motor elèctric amb un rotor de gàbia d’esquirol, que funciona a partir d’un corrent trifàsic amb una tensió de 42 V i una freqüència de 200 Hz. Aquests paràmetres d'electricitat permeten a l'operador no tenir por de les descàrregues elèctriques, fins i tot quan treballa sobre superfícies humides i humides.
Hi ha dos tipus principals de màquines de guixar:
- Disc únic. Per exemple, SO-112B, el cercle gira en una direcció.
- De dos discs. Per exemple, SO-86B. Té dos cercles, un interior i un exterior (de fet, un anell), que giren en direccions diferents.
El procés de rejuntat de guix queda perfectament il·lustrat pel vídeo proposat:
El procés de preparació de les instal·lacions per al guix mecanitzat per al seu funcionament pot variar significativament en funció del tipus de dispositiu. No obstant això, hi ha regles i recomanacions generals que cal seguir, aquestes són:
- Preparació de la base.
- La seqüència del procés d’enguixat.
- Morterada: anivellament del revestiment.

Preparació de l’estació de guix per al treball
FOTO: i.ytimg.com
Preparació preliminar de la superfície
La preparació de la superfície de parets i sostres per arrebossar mitjançant mitjans mecànics pràcticament no difereix de les mesures habituals:
- La superfície de la base es neteja de brutícia i pols. Si és necessari, s’elimina la vellesa.
- Les peces incrustades de metall es tracten amb propietats anticorrosives.
- Les irregularitats i defectes es corregeixen si el seu relleu supera els 1,5-2 cm.
- El material base es tracta amb una imprimació adequada.
- Formigó (i altres materials densos): per contacte de formigó.
- Implantació porosa i higroscòpica de penetració profunda.
- Si cal, s’instal·len balises, al llarg de les quals es realitza l’alineació.

Preparació preliminar de la superfície abans del guix - imprimació amb pistola de polvorització
FOTO: i.ytimg.com
El procés d’aplicació de la barreja de guix a l’ordit
Basant-se en les recomanacions pràctiques dels operadors i fabricants, es va elaborar la següent llista de normes per al funcionament de les estacions de guix:
- El processament de les parets de la sala comença a partir de les cantonades, a continuació, la barreja de guix s’aplica a les juntes de qualsevol estructura i només després d’enguixar la zona principal de la superfície de treball;
- S’ha d’observar estrictament la distància del broquet de polvorització a la superfície de treball. Com a regla general, fa 20-30 cm, però s’ha d’especificar al manual d’instruccions del fabricant;
- El raig de guix sortint ha de colpejar la superfície de treball estrictament perpendicularment;
- La barreja d’acabat s’aplica en franges paral·leles, cada franja posterior s’ha de superposar a l’anterior en un 40-50%.
Recordeu! Com més gran sigui la velocitat de moviment de l’arma, més fina serà la capa de guix.

Procés d'acabat de parets amb estació de guix
FOTO: petrovich.in.ua
Alineació de l’acabat
La fase final de qualsevol arrebossat és la formació (anivellament) de la superfície tractada. La forma més fàcil i ràpida d’anivellar la superfície és centrar-se en les balises. El temps òptim de processament no és anterior a 20-30 minuts després de l'aplicació, però no més tard de 50-60 minuts. El temps exacte depèn del tipus de morter, el gruix de la capa i les recomanacions del fabricant. Es poden utilitzar diverses eines per a l'alineació:
- Normes;
- Amples espàtules;
- Paletes de guix;
- Màquines de guixar.
El procés d'alineació requereix una atenció especial a les cantonades i a les articulacions.

L’anivellament del guix a les cantonades requereix una atenció especial
FOTO: i.ytimg.com
Principals fabricants d'equips i els seus productes
PFT. Fabricant alemany d'estacions de guix, els productes del qual s'han demostrat al mercat.Els models amb més èxit són PFT G4 Smart i RITMO XL (nova sèrie d'equips). Tot i que el rendiment de models comparables d’ambdues sèries pràcticament no difereix, l’estació de la sèrie PFT és gairebé el doble. L’equip funciona tant des de xarxes monofàsiques com trifàsiques, també hi ha models de voltatge múltiple (220V / 380V). Gairebé totes les revisions dels productes d’aquest fabricant són positives, de manera que si l’alt preu no us espanta, és millor comprar-les. Gamma de preus 250-300 mil rubles.

PFT G4 Smart
FOTO: c.allegroimg.com
Putzmeister. Un altre fabricant alemany que produeix equips de construcció, incloses les estacions de guix, des del 1958. En termes de funcionalitat i cost, els seus models pràcticament no difereixen de la sèrie PFT.

Estació de guix Putzmeister model MP 25
FOTO: solatrade.ru
NOVO. Seu de la companyia registrada a Alemanya, instal·lacions de fabricació a la Xina. Malgrat això, els productes es distingeixen per la seva fiabilitat i alt rendiment. Gamma de preus 200-250 mil rubles. A més, hi ha avantatges addicionals en el disseny:
- Possibilitat de connectar un compressor extern amb un receptor;
- Equips de refrigeració per aigua.
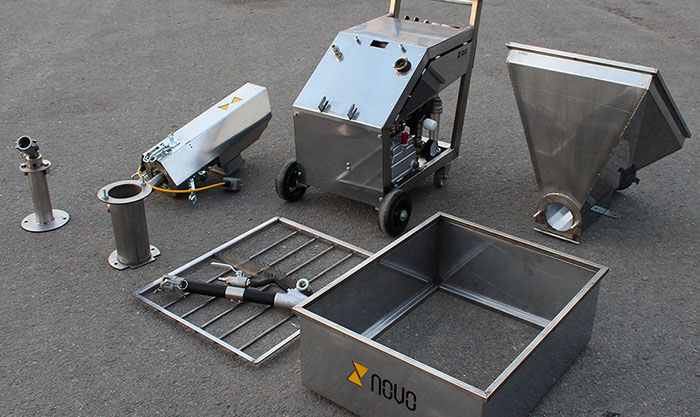
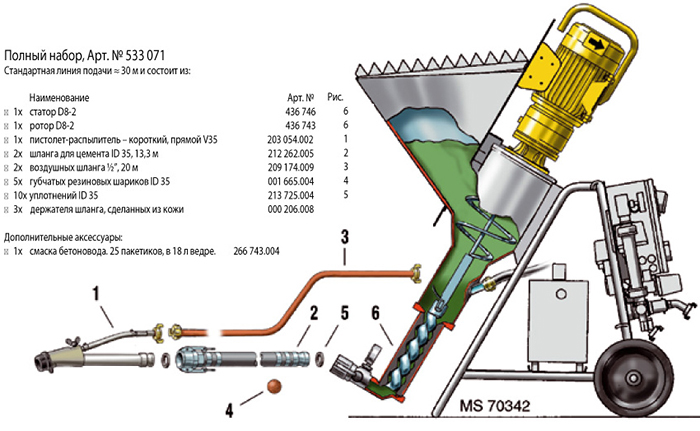
Kit complet NOVO Gen3
FOTO: novo.com.ru
Tifó. Estació de guix d’un fabricant nacional homònim de Stavropol. L’equip és una rèplica extremadament simplificada i extremadament lamentable del PFT Ritmo L-L4-2. Dels principals desavantatges, el nom dels usuaris:
- Falta de potència del motor elèctric: costa 1,5 kW, necessiteu almenys 2,2 kW;
- Un compressor sense receptor: falla després d’una setmana de funcionament;
- Saldes de tremuja amb fuites: fuites constants;
- Parell de cargols de baix rendiment: de fet, aquesta unitat no es produeix de forma independent, sinó que es compra a PFT del model Ritmo L-L4-2.

Estació de guix Typhoon
FOTO: i.ytimg.com
Altres estacions de guix de producció nacional que es poden trobar al mercat d'equips: Meteor, VEK, TSM 2, Hermes són còpies encara menys reeixides de Typhoon.
Galeria: eines manuals per a mecanitzar petites aplicacions de mescles de guix:
-

- FOTO: myshtukaturka.ru

-

- FOTO: i.ytimg.com

-

- FOTO: otdelka-expert.ru

-

- FOTO: couo.ru

Resumint
Què és el millor guixat manual o mecànic? Hi ha una resposta inequívoca a aquesta pregunta: és millor mecanitzar el procés d’enguixat i rejuntat. Al mateix temps, l’elecció de dispositius de mà i estacions de guix al mercat dels equips de construcció moderns els permet adquirir tant professionals com artesans de la llar.

Vegeu també:
 Feu-ho vosaltres mateixos particions de guix: instruccions pas a pas
Feu-ho vosaltres mateixos particions de guix: instruccions pas a pas  Decorar el balcó amb les seves pròpies mans: instruccions i consells pas a pas
Decorar el balcó amb les seves pròpies mans: instruccions i consells pas a pas  Com fixar panells de PVC a la paret i al sostre: característiques de la instal·lació
Com fixar panells de PVC a la paret i al sostre: característiques de la instal·lació  Abans i després: com enguixar les parets amb les vostres mans per a principiants, vídeo i guia pas a pas
Abans i després: com enguixar les parets amb les vostres mans per a principiants, vídeo i guia pas a pas  Panells 3D per a parets a l'interior: disseny original i en relleu
Panells 3D per a parets a l'interior: disseny original i en relleu  Què és la cola de fons de pantalla: tipus, triar la composició adequada, ressenyes
Què és la cola de fons de pantalla: tipus, triar la composició adequada, ressenyes




